
Eaton Corporation’s engine valves make your car run better, in just about every way. They increase fuel economy, improve efficiency, and boost overall performance. The valves, in other words, are an engineering marvel. Now, so is the facility that produces them.
Nearly every automaker and engine manufacturer in the world uses Eaton engine valves. (There’s probably one in your car right now.) Demand couldn’t be much higher; Eaton produces more than a million engine valves every day. With such a high volume of production, the company is always looking to boost their efficiency: faster, leaner, more accurate, and as automated as possible.
When Eaton came to Richards-Wilcox, they had a challenge for us: Take our manufacturing plant in Kearney, Nebraska, and transform it into the most efficient Eaton factory in the world.
We cracked our knuckles and got to work.
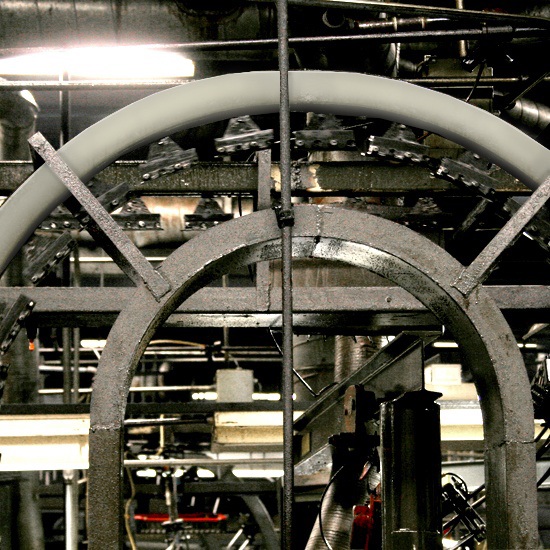
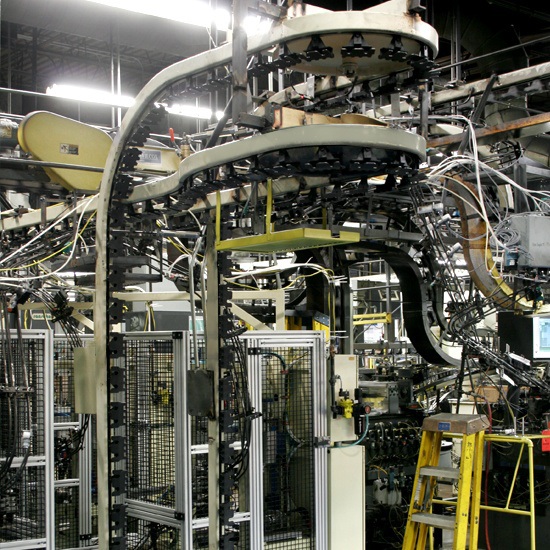
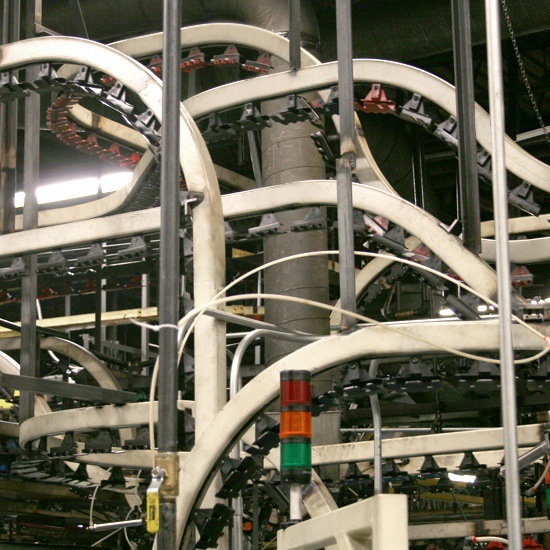
Today, the backbone of the Kearney manufacturing operation is a hyper-custom Richards-Wilcox Monorail Overhead Conveyor. With 12,000 feet of twists, turns, bends, loops and a complex series of automated processes, it’s one of the most elaborately and ingeniously engineered conveyor systems in the industry.
Aside from some annual maintenance, the Kearney facility never stops. It runs 24/7. Near the beginning of the line, valves are extruded from steel slugs, and workers place them in bins. That’s the last time the products are touched by human hands, until it’s time to pack them up and ship them out.
The rest is fully automated. The conveyor carries the valves through a roller coaster of seamlessly integrated automated processes – washing, grinding, sanding and otherwise manufacturing the valves. A total of 16 separate operations, all automated, are performed along this section of track. The high concentration of operations is nearly unprecedented, and it’s only possible because a large number of curves and loops have been fit into an extremely small area.

Joe Bash, the Manager of Eaton’s Kearney facility, says the quality of the track has allowed him to easily make the complex modifications to maximize the use of his floor space. When cutting the track, Joe notes that the material doesn’t “flare,” unlike lighter gauge roll-formed tracks. Therefore, a single section of 10-foot track may be cut multiple times, creating an offset to wind around machinery. Joe can even cut a 9” radius track curve without any difficulties.
“The Richards-Wilcox product is flexible, and the quality is excellent,” Joe says. “Now, everything doesn’t have to be in a straight line.”
The result? With a conveyor system that pushes efficiency to the max, Eaton’s Kearney facility has transformed into a manufacturing beast with unrivaled productivity. The former system was manually operated, with workers loading batch lines. Now, with an almost entirely automated system engineered along a Richards-Wilcox Conveyor, a single operator tends 6 machines. Changeover times have dropped radically: from 8 hours to as low as 15 minutes. With split lines, the facility can handle lower runs at maximum efficiency while continuing to provide JIT manufacturing.
Joe says the new Richards-Wilcox conveyor has opened unprecedented opportunities for his factory.
“If management asked me to create this system 20 years ago, this would have been impossible. These cost benefits opened up a whole new world.”